Conminución Sulfuros

La acción de reducir el tamaño de los minerales permitiendo liberar las especies valiosas contenidas en ellos es lo que se conoce como conminución.
En pirometalurgia, la conminución tiene principalmente cuatro subetapas que corresponde al chancado, la clasificación en seco mediante harneros, la molienda y la clasificación en húmedo mediante hidrociclones, tal como se indica en el esquema a continuación.

Chancado
Descripción
El proceso de chancado corresponde a un proceso de conminución realizado en seco, cuyo fin es reducir el tamaño de los fragmentos de rocas provenientes de la mina cuya granulometría es variada. Para este proceso se emplean chancadores, que corresponden a equipos mecánico-eléctricos que a través de movimientos de atrición[1] trituran la roca. El correcto funcionamiento de dichos equipos se relaciona directamente con el tamaño final de las partículas, existiendo un punto óptimo en el cual tales equipos maximizan su eficiencia. Esto, implica que una vez que se ha superado ese punto, el trabajo realizado es menor respecto a la energía consumida.
Por lo general, el proceso de chancado se realiza en etapas, iniciando con el chancado primario, y pasando por el secundario y terciario. Incluso, en algunos casos, se considera un chancado cuaternario.
La selección de los equipos y sus respectivos tamaños dependerá fundamentalmente de las características físicas y geológicas del material tronado (volumen y tonelaje, tamaños de alimentación y salida, dureza, tenacidad, abrasividad, humedad de la roca, entre otros), y de las necesidades granulométricas de la siguiente operación productiva (Rojas, 2009).
Es de importancia seleccionar y operar adecuadamente un chancador ya que dicho proceso se caracteriza por requerir un elevado consumo energético, lo cual puede generar un alto impacto económico en la cadena productiva.
Abrasión de partículas entre sí por medio de la agitación. Fuente: (Jack de la Vergne, 2012)

Ilustración 24. Chancador primario giratorio. Fuente: (Minera Cerro Verde, s.f.).
Caracterización Energética
Los procesos de conminución corresponden a uno de los procesos con mayor consumo de energía eléctrica, representando en algunos casos cerca del 70% del gasto energético de una planta minera de una planta minera, magnitud que puede verse incrementada cuando se pretende llegar a tamaños de partículas más finos. La siguiente tabla muestra los consumos de energía esperados por tonelada de alimentación según sub etapa de chancado (Navarro, s.f.).

Tabla 5. Consumo de energía por sub etapas de chancado. Fuente: (Navarro, s.f.).
Los consumos de energía asociados a este proceso tienen relación con los motores eléctricos de grandes dimensiones que forman parte de los diferentes tipos de chancadores, motores cuya potencia pueden ir desde los 180 kW a los 1.200 kW (Jeswiet & Szekeres, 2016).
En la siguiente ilustración, se presenta el consumo energético del asociado a la etapa global de Concentración, la cual considera fundamentalmente los procesos de chancado y molienda. En esta es posible apreciar la elevada intensidad energética asociada a la etapa de Concentración respecto a los demás procesos, atribuyéndose casi completamente dicho consumo a la energía eléctrica.
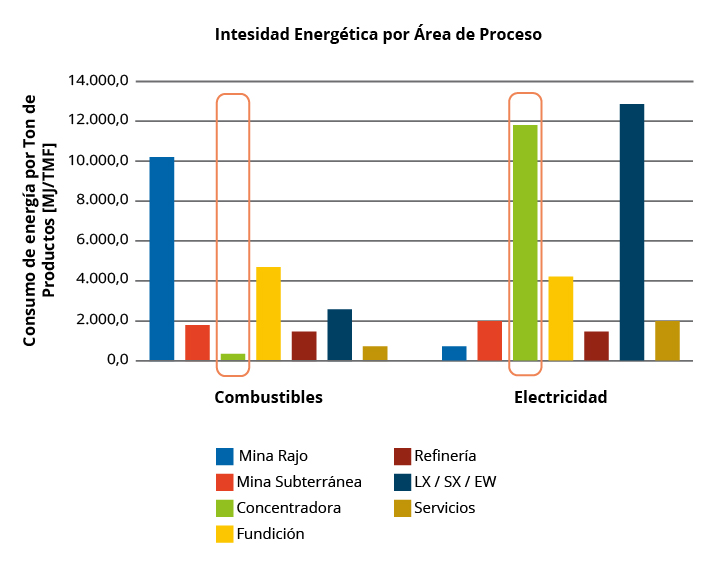
Ilustración 25. Consumo energético en MJ por tonelada métrica de cobre fino TMF. Para el caso del proceso asociado a la Concentradora, el consumo energético se encuentra en MJ por tonelada métrica de cobre fino en concentrado. Fuente: en base a (Cochilco, 2020).
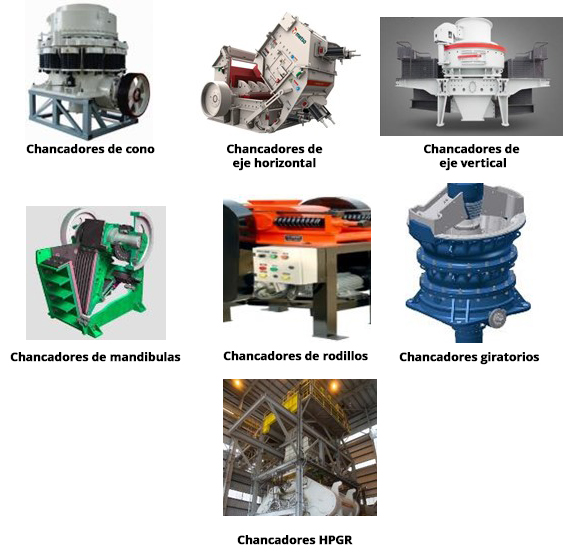
En cuanto a la tipología de chancadores, estos se pueden resumir en los siguientes (Navarro, s.f.), (Balasubramanian):
- Chancadores de compresión:
- De mandíbula (razón de reducción 3-5)
- Giratorio (razón de reducción 4-7)
- De cono (razón de reducción 3-5)
- De rodillo
- Chancadores de impacto de eje horizontal (razón de reducción 10-25)
- Chancadores de impacto eje vertical (razón de reducción 6-8)
- De rodillo de alta presión – High Pressure Grinding Rolls (HPGR) (razón de reducción 2-5)
Clasificación en Seco
Descripción
Como parte de la etapa de conminución es usual encontrarse con el uso de harneros, con los cuales es posible controlar el tamaño de los fragmentos mediante la separación del mineral de alimentación en fracciones homogéneas de tamaño. De este modo, el material fino puede pasar a la siguiente etapa, mientras los tamaños más gruesos pueden volver a ser chancados (Portal Minero, Manual General de Minería y Metalurgia, 2006).
A modo general, un harnero consiste en una superficie con una multiplicidad de aberturas de una cierta dimensión, y la cual retiene selectivamente las partículas cuyo tamaño es mayor al de dichas aberturas, dejando pasar únicamente a las partículas de menor tamaño.
Las variables que se deben tener en cuenta para un funcionamiento eficiente de un harnero son la siguientes:
- Velocidad de alimentación
- Tipo de movimiento del harnero y pendiente
- Humedad del material
- Tipo de superficie de harneado, área y forma de aberturas
- Porcentaje del área abierta
- Tipo de material a tratar (analizar dureza, forma de partículas, peso específico)
La importancia de este proceso radica en el aumento de capacidad del equipo chancador, en evitar dificultades que provocan los finos (atascos), y en la reducción del consumo de energía (Rojas, 2009).

Ilustración 26. Harnero vibratorio en funcionamiento. Fuente: (McLanahan, s.f.).
Caracterización Energética
En minería, la tecnología usualmente empleada en el proceso de separación en seco corresponde a la tecnología de harneros vibratorios, los que se caracterizan por tener un sistema de accionamiento cuyo propósito consiste en estratificar el material que llega a la malla y transportar el material sobre la superficie de ésta hacia el punto de descarga.
En general, el movimiento de los harneros vibratorios se produce mediante un mecanismo basado en contrapesos o ejes excéntricos accionados por un motor eléctrico, ya sea con acople directo o con un sistema de transmisión de potencia (Rivet, 2006). La mayoría de los generadores de movimiento permiten ajustar la amplitud y frecuencia del harnero con el propósito de trabajar bajo los parámetros operacionales requeridos.
En cuanto a la potencia eléctrica con las cuales operan estos equipos, estas pueden ir desde los 10 kW, y superar los 60 kW (Mackorn).
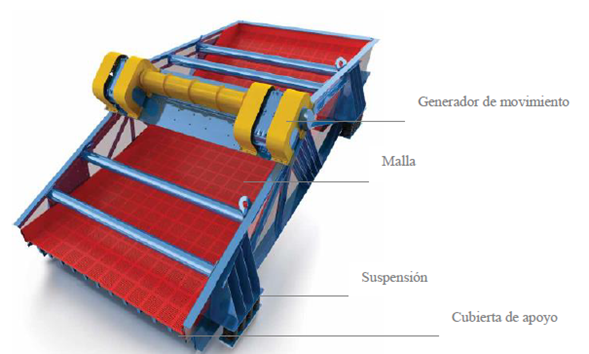
Ilustración 27. Harnero vibratorio tipo banana. Fuente: (Sandoval, 2015)
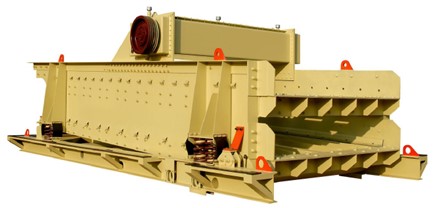
Ilustración 28. Harnero vibratorio horizontal. Fuente: (Salas Hnos Ltda).
Molienda
Descripción
El proceso de molienda es la etapa siguiente al proceso de chancado, en la cual se continúa con el proceso de reducción del tamaño de las partículas que constituyen el mineral. En esta etapa, y a diferencia del chancado, se emplean cantidades suficientes de agua para formar un fluido con las condiciones requeridas, además de emplear reactivos para así iniciar el proceso de flotación. En efecto, los objetivos de la molienda son principalmente dos: liberar minerales individuales y dar paso al enriquecimiento de las especies de interés, y producir finos de fracciones de mineral incrementando la superficie específica, lo cual favorece el proceso físico-químico de la flotación.
Dentro del proceso de conminución, esta corresponde a la etapa de operación que consume la mayor parte de la energía de todo el proceso, por ello, es que en el último tiempo ha habido un fuerte desarrollo tecnológico que busca maximizar la eficiencia de estos equipos.

Ilustración 29. Planta de molienda. Fuente: (Rumbo Minero, s.f.)
Caracterización Energética
El proceso de molienda se caracteriza por tener un mayor consumo energético por tonelada de mineral respecto al proceso de chancado. Esto, se puede reflejar en la siguiente tabla.
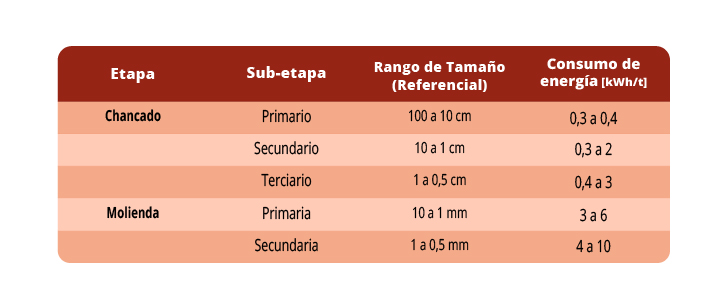
Tabla 6. Consumo de energía por sub etapas de chancado y molienda. Fuente: (Navarro, s.f.).
El alto consumo energético asociado al proceso de molienda se puede atribuir a su reducida eficiencia energética, puesto que el 85% de la energía empleada en la conminución se disipa como calor, el 12% se atribuye a pérdidas mecánicas y sólo un 1% de la energía entregada se utiliza para reducir el tamaño del mineral (Minería Chilena, s.f.).
Para apreciar el importante consumo energético asociado al proceso de molienda, a continuación, se muestra una ilustración que representa el consumo energético de los principales etapas y procesos mineros, dentro de los cuales se encuentra la etapa global de Concentración que contiene el proceso de molienda. En esta gráfica, es posible apreciar la elevada intensidad energética asociada a la etapa de Concentración respecto a los demás procesos, atribuyéndose casi completamente dicho consumo a la energía eléctrica.
Ilustración 30. Consumo energético en MJ por tonelada métrica de cobre fino TMF. Para el caso del proceso asociado a la Concentradora, el consumo energético se encuentra en MJ por tonelada métrica de cobre fino en concentrado. Fuente: en base a (Cochilco, 2020).
En cuanto a los equipos empleados para este proceso, estos se pueden resumir en equipos de molienda convencional en la cual se incluyen los molinos de barra y de bolas, y en molienda no convencional, donde se incluyen los molinos autógenos (AG) y semi-autógenos.
Con relación a los molinos de barra, estos corresponden a maquinarias cilíndricas de material metálico y de funcionamiento rotatorio que en su interior cuentan con barras de acero, que corresponden a los elementos de molienda. Mediante esta tecnología, es posible reducir el tamaño del mineral obteniendo un rango de tamaño de 3.300 a 300 micrones.
Los molinos de bolas son igualmente maquinarias rotatorias cilíndricas de material metálico cuyo elemento de molienda corresponde a un collar de bolas de acero. En términos de capacidad volumétrica, estos elementos de molienda pueden ocupar un 36% respecto al total. Por otra parte, estas maquinarias están diseñadas para moler minerales de hasta ¼ de pulgada para reducirlos a un tamaño entre 20 a 75 micrones.
Por otra parte, la molienda autógena tiene la particularidad de no utilizar ningún elemento de molienda externo, siendo el propio mineral el que actúa como tal. En general, los molinos autógenos son empleados para molienda de minerales en plantas de alta capacidad de tratamiento. En cuanto a los molinos semiautógenos (SAG), estos utilizan una carga mínima de bolas que ocupan un porcentaje entre el 6% y 15% de su capacidad, y los cuales corresponden a molinos de gran capacidad que se utilizan principalmente en las plantas de procesamiento de oro, cobre y platino.
Los molinos de bolas son los más ineficientes en términos de consumo de energía, sin embargo, su uso es amplio en la industria integrándolos con molinos de barras o SAG que son más eficientes.
La siguiente figura muestra la distribución de costos de operación en diferentes tecnologías de molienda en donde se aprecia con claridad que la energía es el costo primario en todos los casos, seguido por el recambio de los medios de molienda (bolas y/o barras) y de los revestimientos.
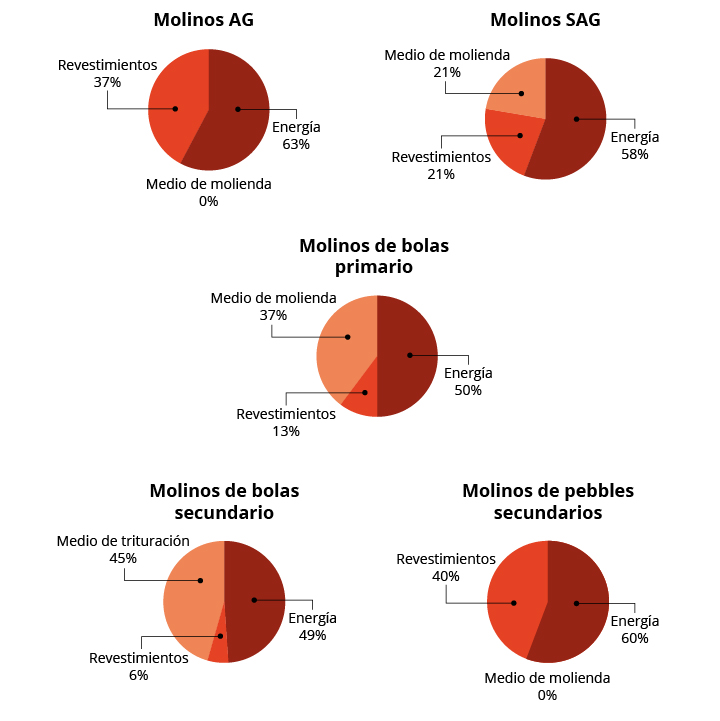
Ilustración 31. Distribución de costos asociados a tecnologías de molienda. Fuente: (Portal Minero, Manual General de Minería y Metalurgia, 2006)
Clasificación en Húmedo
Descripción
La clasificación en húmedo es el proceso de separación de partículas por tamaño en dos o más productos según sea su comportamiento en aire o en agua. Este método de separación es requerido para clasificar partículas más finas que 1 mm en donde un harnero deja de ser funcional. El método de clasificación en húmedo más usual corresponde a la clasificación mediante hidrociclones. Estos, corresponden a maquinarias que permiten separar las partículas livianas de las de mayor peso mediante el efecto centrífugo provocado por el giro de la pulpa alimentada con presión en la parte lateral superior del ciclón cónico. Las partículas de mayor peso próximas a la pared externa se dirigen a la zona inferior; por otra parte, las partículas de menor masa próximas al centro se dirigen hacia el rebase del ciclo puesto en la parte superior.
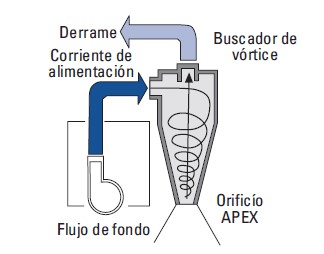
Figura 1. Ejemplo de Hidrociclón usado en minería y diagrama de funcionamiento. Fuente: (Portal Minero, Manual General de Minería y Metalurgia, 2006)
Caracterización Energética
En conjunto con el uso de los molinos, también debe considerarse importantes consumos de energía en los hidrociclones requeridos para la selección de tamaños del mineral en forma de pulpa. Los hidrociclones son en esencia ineficientes pero requeridos, y por lo tanto deben dimensionarse adecuadamente en base a herramientas computacionales previstas por los fabricantes. El consumo de energía en estos casos viene dado por el uso de bombas de impulsión de pulpa para su alimentación que generalmente corresponden a bombas de tipo centrífugas, cuyo consumo energético puede ir desde los 10-3 kWh/m3 a aproximadamente 2 kWh/m3 (Sabbagh, 2015).
En la siguiente ilustración, se presenta el consumo energético del asociado a la etapa global de Concentración, la cual considera como parte de su línea productiva al proceso de clasificación en húmedo. En esta es posible apreciar la elevada intensidad energética asociada a la etapa de Concentración respecto a los demás procesos, atribuyéndose casi completamente dicho consumo a la energía eléctrica.
Ilustración 32. Consumo energético en MJ por tonelada métrica de cobre fino TMF. Para el caso del proceso asociado a la Concentradora, el consumo energético se encuentra en MJ por tonelada métrica de cobre fino en concentrado. Fuente: en base a (Cochilco, 2020).